
Darvozalar va inyeksion kalıplama nayzalarini joylashtirish inyeksion kalıplama jarayonining muhim qismidir.Ushbu komponentlarning joylashishi yakuniy mahsulot sifatiga, shuningdek, jarayonning samaradorligiga ta'sir qilishi mumkin.Ushbu maqolada biz eshiklar va inyeksion qoliplarni joylashtirish, shuningdek, material oqimi va havoni qanday qilib xavfsiz chiqarish haqida ko'proq bilib olamiz.
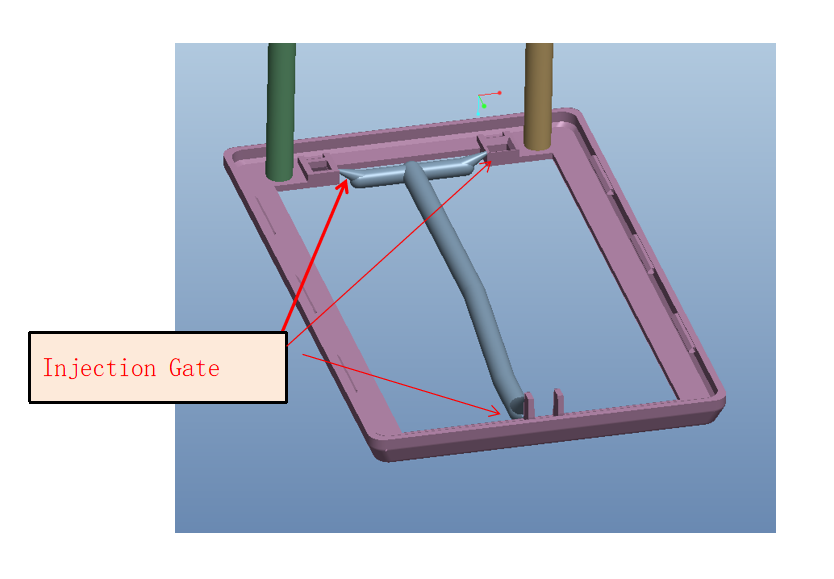
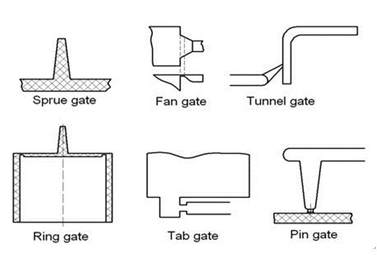
Birinchidan, keling, eshiklar va qarshi kalıplama sprue nima ekanligini tushunamiz.Darvoza - qolipdagi kichik teshik bo'lib, u orqali eritilgan plastmassa AOK qilinadi.Darvozaning o'lchami va joylashishi material oqimiga va yakuniy mahsulot sifatiga ta'sir qilishi mumkin.Inyeksion kalıplama sprue eritilgan plastmassa qolib bo'shlig'iga kiradigan kanaldir.
Inyeksion kalıplama jarayonida eshiklar va qarshi qoliplarini joylashtirish juda muhimdir.Plastmassaning qolib bo'shlig'i bo'ylab teng ravishda oqishi va qismni to'liq to'ldirishini ta'minlash uchun darvoza joyini diqqat bilan tanlash kerak.Darvoza juda kichik bo'lsa, plastmassa yaxshi oqmasligi mumkin, bu mog'or bo'shlig'ini to'liq to'ldirishga olib keladi, natijada yakuniy mahsulotda nuqsonlar paydo bo'ladi.Darvoza juda katta bo'lsa, u yakuniy mahsulotda eshik qoldiqlari deb nomlanuvchi ko'rinadigan izlarni qoldirishi mumkin.
Materiallar oqimi inyeksion kalıplama jarayonida yana bir muhim omil hisoblanadi.Eritilgan plastmassa qismni to'liq to'ldirishini ta'minlash uchun qolib bo'shlig'i bo'ylab teng ravishda oqishi kerak.Bunga erishish uchun, inyeksion kalıplama shpruni plastmassaning qolib bo'shlig'i bo'ylab bir tekis oqishini ta'minlaydigan joyga joylashtirilishi kerak.Sprue shuningdek, plastmassaning osongina oqishi uchun etarli darajada bo'lishi kerak.
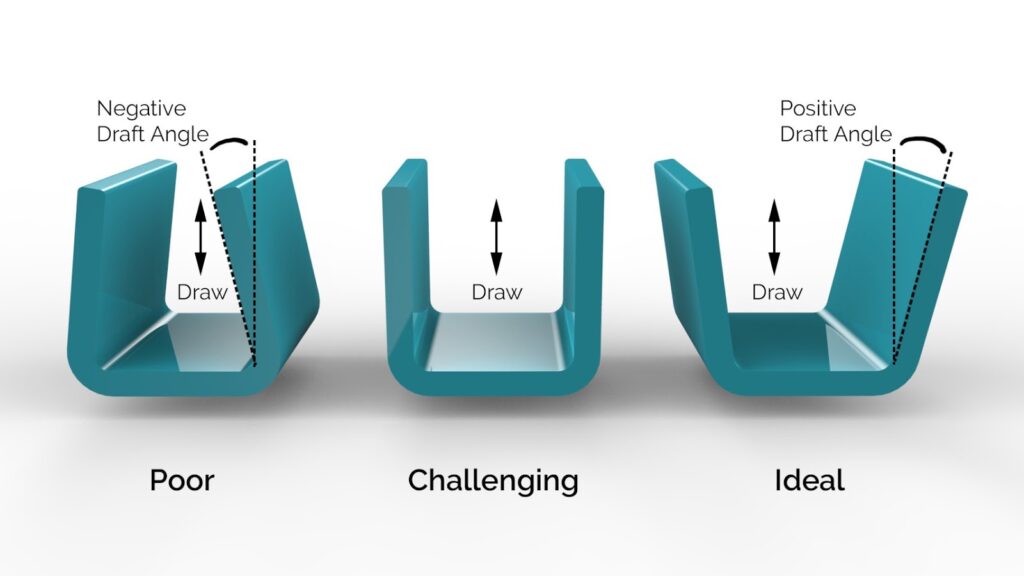
Plastmassaning qolib bo'shlig'i bo'ylab bir tekis oqishini ta'minlash uchun qolib dizayni optimallashtirilishi kerak.Dizayn bir xil devor qalinligi kabi xususiyatlarni o'z ichiga olishi kerak, bu esa plastmassaning qolib bo'shlig'i bo'ylab teng ravishda oqishini ta'minlashga yordam beradi.Qolib, shuningdek, qismning qolipdan osongina chiqarilishini ta'minlashga yordam beradigan etarli qoralama burchaklarga ega bo'lishi kerak.
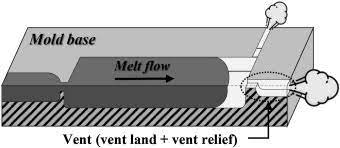
Inyeksion kalıplama jarayonida havo chiqarish yana bir muhim omil hisoblanadi.Qolib ichidagi havo yakuniy mahsulotda nuqsonlarga olib kelishi mumkin.Havoni xavfsiz chiqarish uchun mog'orda havo chiqishiga imkon beruvchi shamollatish kanallari bo'lishi kerak.Shamollatish kanallari havoning yakuniy mahsulot sifatiga ta'sir qilmasdan chiqib ketishini ta'minlash uchun strategik tarzda joylashtirilishi kerak.
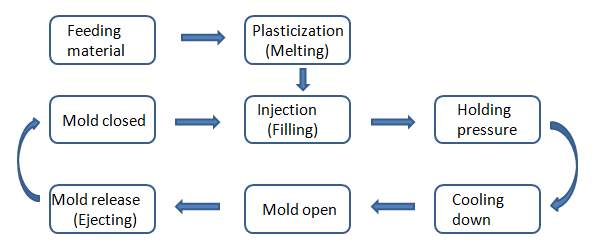
Xulosa qilib aytadigan bo'lsak, shlyuzlarni va qarshi qoliplarini joylashtirish inyeksion kalıplama jarayonining muhim qismidir.Darvozaning joylashuvi va o'lchami, shuningdek, inyeksion kalıplama nayzasining joylashishi material oqimiga va yakuniy mahsulot sifatiga ta'sir qilishi mumkin.Plastmassaning qolib bo'shlig'i bo'ylab teng ravishda oqishini ta'minlash uchun qolib dizayni optimallashtirilgan bo'lishi kerak va qolipda havoni xavfsiz chiqarish uchun shamollatish kanallari bo'lishi kerak.Ushbu omillarga e'tibor qaratib, yuqori sifatli inyeksion kalıplanmış qismlarni samarali ishlab chiqarishi mumkin.



Agar siz ko'proq ma'lumotga ega bo'lishni istasangiz, biz bilan bog'laning, keyin biz siz uchun bepul maslahatchini taqdim etamiz va sizning ma'lumotnomangiz uchun qilgan ba'zi holatlarni ko'rsatamiz.
Yuborilgan vaqt: 2023 yil 14-iyun