
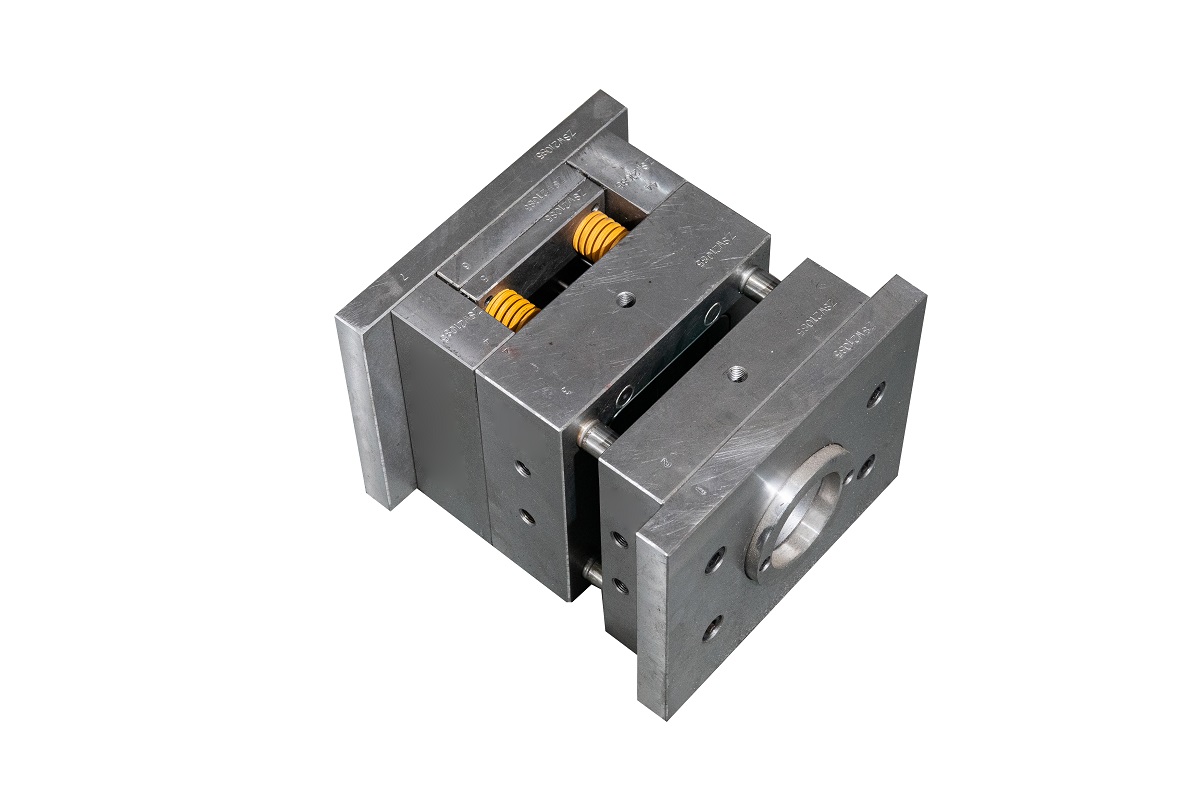
Inyeksion qoliplarsanoat ishlab chiqarishining asosiy texnologik uskunalari bo'lib, plastik qismlarni ishlab chiqarish uchun qoliplardan foydalanish, ishlab chiqarish samaradorligini ta'minlash, sifatni ta'minlash oson, ishlab chiqarish xarajatlarining pastligi kabi bir qator afzalliklarga ega, inyeksion kalıplar sanoat ishlab chiqarishida tobora ko'proq foydalanilmoqda.Inyeksion kalıplamaning eng muhim jarayoni sifatida uning qoliplari sifati mahsulot sifatiga bevosita ta'sir qiladi, qoliplarni ishlab chiqarish tannarxi korxonalarni ishlab chiqish xarajatlarining katta qismini egallaydi.Shunday qilib, plastik mahsulotlarning narxini pasaytirish, korxona unumdorligini va raqobatbardoshligini oshirish uchun inyeksion qoliplarning xizmat muddatini / tortishish muddatini yaxshilash muhim ta'sir ko'rsatadi.
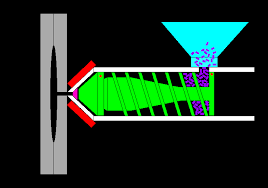
Plastik qarshi quyish jarayoni asosan plastik xom ashyoni isitishdan so'ng qarshi mashinasi bochkasida, in'ektsiya mashinasi vidasi harakatida, plastmassa ma'lum bir haroratga yetgandan so'ng, ma'lum bir bosim va tezlikda qarshi mashinasi ko'krak orqali qolib bo'shlig'iga va keyin bosimdan keyin qolip, mahsulotni sovutish va qolipni ochish va plastik qismlarni olish.

Inyeksion kalıplama jarayonida qolipning yuzasi qolip yopilganda bosimga, qolib bo'shlig'idagi plastik eritmaning bosimiga va qolip ochilganda tortish kuchiga, plastik eritmaning bosimiga bardosh berishi kerak. bo'shliqda eng muhimi.Shu bilan birga, qolib ma'lum bir harorat sharoitida saqlanishi kerak, qolib harorati davriy o'zgarishlarga erishishga harakat qilishi kerak, mijozning talablari qolib harorati yuqori bo'lishi kerak, bu izning erishini samarali ravishda kamaytirishi mumkin va plastik qismlar qolib haroratidan tashqarida. past bo'lishi kerak.Aks holda mahsulot deformatsiyasi nisbatan katta bo'ladi.Bunday ish sharoitida qolib, asosan harorat va bosim ta'sirida haddan tashqari deformatsiyaga va issiq va sovuq charchoqning yorilishiga moyil bo'ladi.
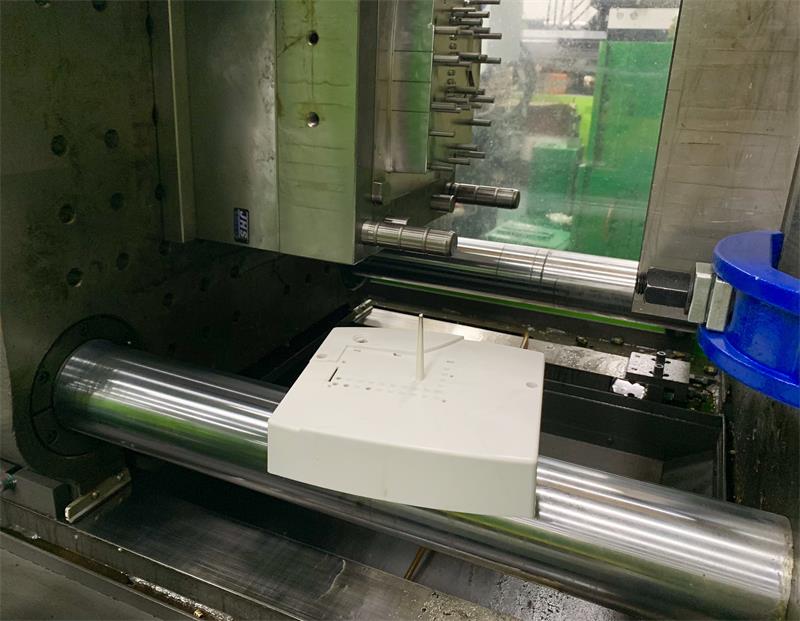
Plastmassa qolip bo'shlig'ini to'ldirish jarayonida, mog'or hosil qiluvchi qismlarni yuqori harorat va yuqori bosimli eritma bilan tozalash, oqim ishqalanishi, mahsulotni qolipdan tushirish jarayonida, bo'shliq va yadro va ish jarayonida plastik qismlar ishqalanishni oson ishlab chiqaradi, natijada mog'orning aşınması fenomenida.Shu bilan birga, qolipning tez-tez ochilishi va yopilishi tufayli, qolib hidoyat qismlari va qoliplash qismlari aşınmaya moyil bo'lib, bo'shashishga olib keladi.


Kalıplama jarayonida ba'zi plastmassalar korroziy gazlarni ishlab chiqarish uchun yuqori harorat va bosim ostida parchalanadi, bu esa qolipning sirtini osonlikcha korroziyaga olib keladi va mog'or yuzasiga zarar etkazadi.
Inyeksion qoliplarni ishlab chiqarish ma'lum bir raqamga yetganda, qolipning haddan tashqari aşınması tufayli mahsulotning sirt sifati talablarga javob bera olmaydi, mahsulotning to'lib ketishi va uchib ketishi jiddiy bo'lib, qolib bo'shlig'i va yadrosini ta'mirlab bo'lmaydi. qolipning ishlash muddati tugaydi.Qolib ishlamay qolganda bajarilgan plastik qismlarning umumiy soni, shuningdek, qolipning ishlash muddati deb ham ataladi.
Xabar vaqti: 26-iyul-2022